
电 话:0717-4815676
传 真:0717-4725086
邮 箱:hbfljd@163.com
网址:www.fulinjd.com
联系人:黄永锡
电 话:13871220430
13971126899
地址:湖北宜都市城乡路172号
由于斗式提升机的体积比较大,为了方便运输,所以整机拆分为3部分,头部,底部及配件部分。1、 安装斗式提升机应首先固定好机座,机座应固定在可靠的基础上,然后在机座上依次连接机筒,最后连接机头和安装减速电机。2、整机安装校直后,机筒在穿过楼层处必需与楼板固定,若附着物,应安设支承机壳的支架,以防止整个机器倾斜和位移。3、机筒连接处垫入密封垫,以保证密封。4、提升机的料斗按要求安装在料斗带上,装好料斗的料斗带两端分别从机头放入 。绕过头轮和底轮,早操纵孔处进行连接。在装置料斗带时,应将底轮调至最高位置。5、校正头轮轴至水平,并使头轮轴和尾轮轴位于同一垂直平面内。6、斗式提升机为垂直输送设备,头轮、底轮、机筒的中央线应力求在统一铅垂线 上,其偏差每米长度不超过2毫米,积累偏差不超过8毫米。
一、直线振动筛的工作原理: 直线振动筛是双振动电机驱动。当两台振动电机做同步、反向运转时,其偏心块所产生的激振力在平行于电机轴线的方向相互抵消,在垂直于电机轴的方向叠为一合力,因此物料在直线振动筛机上的运动轨迹为直线向前做抛物线运动。两电机轴相对筛面有一倾角在激振力和物料自重力的合力作用下物料在筛面上被抛起跳跃式向前作直线运动,从而达到对物料进行筛选和分级的目的 二、直线振动筛的结构 直线振动筛主要由筛箱、网架、筛网、振动电机、电机台座、减振弹簧、支架组成。 安装与调整: 1、筛箱:由数张厚度不同的钢板焊制而成,具有一定的强度和刚度,是筛机的主要组成部分。 2、网架:由变形较小的木材制成,用来保持筛网平整张紧,达到正常分。如果比重较大或产量大时可使用金属筛框。 3、筛网:用复合国家标准的不锈钢筛网。 4、振动电机使用与维修方法祥见振动电机使用说明书。 、电机台座:标准型(电机安装在筛箱下方的)筛机的电机台座是可以移动的,使用前连接螺钉必须拧紧,特别是新筛机试用前三天必须反复紧固,以免松动造成事故。 6、减振弹簧:阻止振动传给地面同时支持筛箱的全部重量。安装时,弹簧必须垂直于地面。 7、支架:由槽钢组成,支撑着振动筛主体。安装时支柱必须垂直于地面,两支柱下面的槽钢应相互平行。

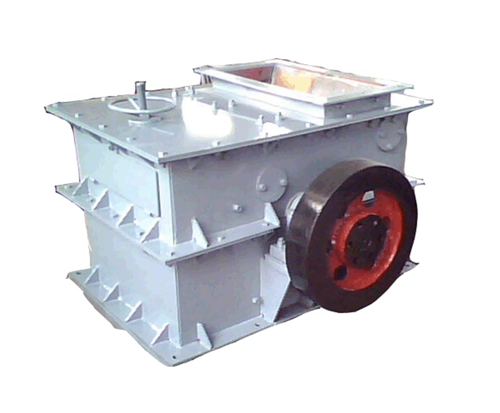
螺旋输送机安装的正确性是以后使用情况良好的先决定条件之一,其在使用地点安装必须妥善地进行并满足本技术条件的要求:1.螺旋输送机安装基础至少应在螺旋正式安装以前20天浇灌完成,该基础应能可靠地支撑输送机并保证不因地基过小而发生螺旋输送机的下沉和额外的变化,保证螺旋输送机在运转时有足够的稳定性。2.螺旋输送机在安装以前必须将那些在运输途中或卸箱时粘上的尘垢的机件加以清洗。3.相邻机壳法兰面应接连平整,密和,机壳内表面接头处错位偏差不超过2毫米。4.机壳法兰间允许垫石棉带调整机壳和螺旋体长度的积累误差。5.螺旋输送机体外径与机壳间的间隙应符合下表规定,最小间隙不得少于名义间隙的50%如需要大间隙,按用户要求制作。 螺旋公称直径D mm 100 160 250 315 400 500 630 800 1000 1250 名义间隙 mm 7.5 10 12.5 15 20 6.螺旋输送机各中间悬吊应轴承应可靠地固定在机壳吊耳上,与相邻螺旋联接后螺旋转动均匀,不得有被卡住现象。安装时可在吊轴承底座与机壳吊耳间加调整垫片以保证各吊轴同轴,安装后螺旋体轴线的同轴度应符合下表规定。

斗式提升机投入运行之前,必须进行无负荷试车和负荷试车。1.斗式提升机无负荷试运转前的准备工作a.检查斗式提升机基础及各部件中联接螺栓是否已紧固,其它联接点是否牢固等。b.检查减速机、轴承座等润滑部位是否加入足够量的润滑油、脂。c.液力偶合器中的工作液体,一般为N32号液压油,加液量是否符合要求,详见《液力偶合器说明书》。d.检查牵引件运行有无障碍,运行部分不得于其它固定部分发生碰撞及卡住现象。e.检查电器信号、电器控制保护、绝缘等是否符合电器说明书的要求。 2.斗式提升机无负荷试车 斗式提升机各部件安装检查后,首先进行无负荷试运转。试运转过程中要打开检查门,仔细观察设备各部分的运转情况,发现问题及时调整。运转时间不得小于2小时。 a.注意牵引件(输送胶带及料斗)的运行情况。 b.检查各轴承温升是否正常,运转2小时的温升不大于40℃,润滑密封性能是否良好。 c.电机和减速器是否正常,有无异常响声及渗漏现象。 d.张紧装置是否正常,输送带是否跑偏。可以通过调整张紧力和左右丝杆长度的方法来抑制跑偏。 e.检查逆止装置运转时,是否有异常声音和过热现象,逆止器是否灵敏可靠。 f.检查所有紧固件是否有松动现象,停车后应特别注意料斗与输送带、输送带接头上固定螺栓的紧固情况。

斗式提升机机壳安装顺序斗式提升机是分成若干部件出厂的,因此按照现场具体情况参照下面安装顺序把各部件预先运到安装现场适当的位置,FU拉链输送机厂家根据安装总图,参照下列要求进行安装:1.根据图纸,核对基础上的地脚螺栓孔。2.将下部区段固定在基础上,并校平基准面(上法兰面)。优质FU拉链输送机上法兰面与水平面的平行度允差为1/1000mm。调整垫铁必须紧靠地脚螺栓。3.机壳和连接框安装时,法兰周边必须整齐,不应有明显的错位。机壳的连接法兰面之间垫入3mm厚的石棉绳,石棉绳上可涂若干黄油,以方便石棉绳定位,增加密封效果。垫石棉绳时,先在机壳法兰间穿上螺栓,然后在法兰连接螺栓外绕一圈。4.机壳安装至一定高度时(根据工艺设计图)。安装室外(内)固定支架,支架要可靠地固定在就近的建筑物上。固定支架一般每间隔8~10m一个,支架的安装不允许限制提升机在垂直方向上的自由伸缩。5.如果有非标机壳,一般该节安装在上部区段下第一节的位置上,若有特殊要求时,可安装在其他位置。6.一边安装机壳,一边测量机壳的垂直度。7.上部区段安装后,要校准主轴中心线,使之水平并与下部轴的中心线平行、对中。上部轴中心线与水平面的平行度允差为0.3/1000mm,上下轴同垂面度误差小于4mm,上下滚筒端面同垂面误差小于5mm。

