
电 话:0717-4815676
传 真:0717-4725086
邮 箱:hbfljd@163.com
网址:www.fulinjd.com
联系人:黄永锡
电 话:13871220430
13971126899
地址:湖北宜都市城乡路172号

输送带在带式输送机中既是承载构件又是牵引构件(钢丝绳牵引带式输送机除外),它不仅要有承载能力,还要有足够的抗拉强度。输送带有带芯(骨架)和覆盖层组成,其中覆盖层又分为上覆盖胶,边条胶,下覆盖胶。输送机的带芯主要是有各种织物(棉织物,各种化纤织物以及混纺织物等)或钢丝绳构成。它们是输送带的骨干层,几乎承载输送带工作时的全部负载。因此,带芯材料必须有一定的强度和刚度。覆盖胶用来保护中间带芯不受机械损伤以及周围有害介质的影响。上覆盖胶层一般较厚,这是输送带的承载面,直接与物料接触并承受物料的冲击和磨损。下覆胶层是输送带与支撑托辊接触的一面,主要承受压力,为了减少输送带沿托辊运行时的压陷阻力,覆盖胶的厚度一般较薄。侧边覆盖胶的作用是当输送带发生跑偏使侧面与机架相碰时,保护带芯不受机械损伤。按输送带带芯结构及材料不同,输送带被分成织物层芯和钢丝绳芯两大类。织物层芯又分为分层织物芯和整体织物层层芯两类,且织物层芯的材质有棉,尼龙和维纶等。为了方便制造和搬运,输送带的长度一般制成100—200米,因此使用时必须根据需要进行连接。橡胶输送带的连接方法有机械接法与硫化胶接法两种。硫化胶接法又分为热硫化和冷硫化胶接法两种。

带式输送机(皮带输送机)正常运转(不打滑)所必需的初张力随运输量和运输长度而变化。过大的初张力将会导致输送带提前老化;输送带运行一段时间后,可能产生松弛而引起初张力下降。为此,必须及时对输送带初张力予以调整。调整程度以输送带在滚筒上不打滑为宜 在调整初张力过程中,如果发现游动小车与轨道接触不良,或小车扭转等情况,则应及时处理,否则将会使输送带跑偏。带式输送机(皮带输送机)纵向坡度调在整机铺设过程中,由于巷道底板不平,有可能出现凹凸不平的地方。对底板突起的部位,应调整成缓和凸曲线,以防止负荷集中在个别托辊上。必要时可增加托辊组数。对度板凹下的部位,一定要调整到整条输送带和任意一组托辊都能接触为止。
斗式提升机开机前准备1、检查各部件是否完整,紧固件有无松动。2、检查提机张紧配重是否着地,且配重要适当。3、定期检查链环或链钩磨损,不得超过二分之一。4、挂斗必须完整,更换时应保持挂斗宽度,链条之间的距离应一致。5、启动前应保证机内无人、无料、无杂物,电气设备完好。
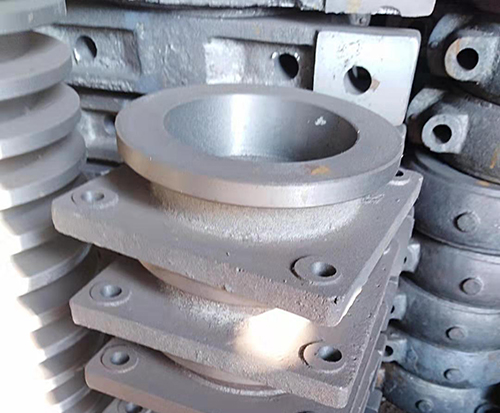
斗式提升机在机械化连续运输系统中是一种被普遍采用的垂直输送设备。主要用于提升粉状、粒状、热料型埋刮板输送机厂家小块状的无磨琢性和磨琢性物料(如水泥、煤、砂、谷物、木屑、矿石、焦炭、硅酸盐、铝镁砂、耐火材料、化肥、化学物品等)。根据生产工艺的需要,它与给料机、带式输送机、螺旋输送机等其它形式输送设备配合,可以布置成不同的工艺流程,形成各种运输系统。运输及存放斗式提升机一般拆成部件交运输部门发送给用户。优质热料型埋刮板输送机分驱动装置、上部机壳、中间机壳、下部机壳、牵引件、料斗几大部件。斗式提升机机壳是框架结构,占据空间位置大,要求运输时放平,四角捆扎在固定位置,避免运输时互相碰撞,牵引件及料斗单独包装发运。一台整机有时需几十节机壳组装起来,技术要求比较复杂,对单节机壳技术要求也很严格。存放时机壳法兰必须放平,垂直落地,避免造成机壳歪斜,影响整机性能。

一、带式输送机的安装 二、启动和停机 三、带式输送机的维护 一、带式输送机的安装 带式输送机的安装一般按下列几个阶段进行。1)安装带式输送机的机架机架的安装是从头架开始的,然后顺次安装各节中间架,最后装设尾架。 在安装机架之前,首先要在输送机的全长上拉引中心线,因保持输送机的中心线在一直线上是输送带正常运行的重要条件,所以在安装各节机架时,必须对准中心线,同时也要搭架子找平,机架对中心线的允许误差,每米机长为±0.1mm。但在输送机全长上对机架中心的误差不得超过35mm。 当全部单节安设并找准之后,可将各单节连接起来。 2)安装驱动装置 安装驱动装置时,必须注意使带式输送机的传动轴与带式输送机的中心线垂直,使驱动滚筒的宽度的中央与输送机的中心线重合,减速器的轴线与传动轴线平行。同时,所有轴和滚筒都应找平。轴的水平误差,根据输送机的宽窄,允许在0.5—1.5mm的范围内。 在安装驱动装置的同时,可以安装尾轮等拉紧装置,拉紧装置的滚筒轴线,应与带式输送机的中心线垂直。3)安装托辊 在机架、传动装置和拉紧装置安装之后,可以安装上下托辊的托辊架,使输送带具有缓慢变向的弯弧,弯转段的托滚架间距为正常托辊架间距的1/2~1/3。托辊安装后,应使其回转灵活轻快。4)带式输送机的最后找准 为保证输送带始终在托辊和滚筒的中心线上运行,安装托辊、机架和滚筒时,必须满足下列要求: (1)所有托辊必须排成行、互相平行,并保持横向水平。(2)所有的滚筒排成行,互相平行。 (3)支承结构架必须呈直线,而且保持横向水平。 为此,在驱动滚筒及托辊架安装以后,应该对输机的中心线和水平作最后找正。4)然后将机架固定在基础或楼板上。 带式输送机固定以后,可装设给料和卸料装置。 5)挂设输送带 挂设输送带时,先将输送带带条铺在空载段的托辊上,围抱驱动滚筒之后,再敷在重载段的托辊上。挂设带条可使用0.5—1.5t的手摇绞车 在拉紧带条进行连接时,应将拉紧装置的滚筒移到极限位置,对小车及螺旋式拉紧装置要向传动装置方向拉移;而垂直式捡紧装置要使滚筒移到最上方。在拉紧输送带以前,应安装好减速器和电动机,倾斜式输送机要装好制动装置。 带式输送机安装后,需要进行空转试机。

为了保证带式输送机运转可靠,最主要的是及时发现和排除可能发生的故障。为此操作司机必须随时观察运输机的工作情况,如发现异常应及时处理。机械工人应定期巡视和检查任何需要注意的情况或部件,这是很重要的。例如一个托辊,并不显得十分重要,但输送磨损物料的高速输送带可能很快把它的外壳磨穿,出现一个刀刃,这个刀刃就可能严重地损坏一条价格昂贵的输送带。受过训练的工人或有经验的工作人员能及时发现即将发生的事故,并防患于未然。 带式输送机的输送带在整个输送机成本里占相当大的比重。为了减少更换和维修输送带的费用,必须重视对操作人员和维修人员进行输送带的运行和维修知识的培训。表l—40列出了大量的有关输送带发生操作问题的原因及处理办法。

