
电 话:0717-4815676
传 真:0717-4725086
邮 箱:hbfljd@163.com
网址:www.fulinjd.com
联系人:黄永锡
电 话:13871220430
13971126899
地址:湖北宜都市城乡路172号

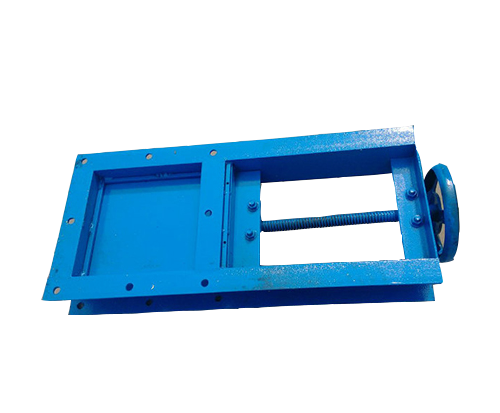
常见的振动原因及处理 1转子不平衡。由于碎煤机环锤断裂、磨损、粘煤严重,而使转子不平衡,在运动中产生离心惯性力,而引起振动。对环锤进行配重、更换,确保对称排环锤及悬锤轴的重量差小于0.17kg。 2轴承安装不正确或轴承损坏。若因安装问题使轴承游隙过大,可通过锁紧螺母,对轴承游隙进行调整。若轴承损坏或磨损使游隙过大,应更换新轴承。轴承装配游隙标准为0.178mm。 3 联轴器中心偏差较大。联轴器重新找中心,应使端面不平行度和不同轴度≤0.10mm,弹性钢片安装量在36~40片。 4轴承锁紧螺母的止退垫片损坏,造成螺母松动而产生振动。更换损坏的止退垫片,调整锁紧螺母使轴承游隙符合标准。 5碎煤机腔室进煤不均匀或进料口落煤管粘煤严重,导至机腔进煤不能沿转子长度均匀分布,使转子受力不均而产生振动。正确操作给煤机,使煤量均匀,及时清理落煤管粘煤,使碎煤机腔室进煤沿转子长度均匀分布。 6 碎煤机地脚螺栓松动或基础强度不够。检查紧固地脚螺栓,对碎煤机基础进行加固。 7驱动电机地脚螺栓松动或轴承损坏。重新对驱动电机进行找正,对损坏的轴承进行更换。 8转子两侧端盘的压紧螺母松动。拧紧端盘的压紧螺母,并与顶套点焊牢固。 9碎煤机的基础下沉或水泥松散损坏。检查、调整或对碎煤机基础重新进行二次灌浆,保证基础牢固。建议新建电厂碎煤机加装减振装置,减小碎煤机对支承基础的振动。 10 碎煤机内部部件松动。检查筛板架、筛板、打击板、衬板是否松动,紧固所有螺栓。 罕见的振动原因分析及处理 转子轴承座的台板支撑在设计上存在缺陷

输送带在带式输送机中既是承载构件又是牵引构件(钢丝绳牵引带式输送机除外),它不仅要有承载能力,还要有足够的抗拉强度。输送带有带芯(骨架)和覆盖层组成,其中覆盖层又分为上覆盖胶,边条胶,下覆盖胶。输送机的带芯主要是有各种织物(棉织物,各种化纤织物以及混纺织物等)或钢丝绳构成。它们是输送带的骨干层,几乎承载输送带工作时的全部负载。因此,带芯材料必须有一定的强度和刚度。覆盖胶用来保护中间带芯不受机械损伤以及周围有害介质的影响。上覆盖胶层一般较厚,这是输送带的承载面,直接与物料接触并承受物料的冲击和磨损。下覆胶层是输送带与支撑托辊接触的一面,主要承受压力,为了减少输送带沿托辊运行时的压陷阻力,覆盖胶的厚度一般较薄。侧边覆盖胶的作用是当输送带发生跑偏使侧面与机架相碰时,保护带芯不受机械损伤。按输送带带芯结构及材料不同,输送带被分成织物层芯和钢丝绳芯两大类。织物层芯又分为分层织物芯和整体织物层层芯两类,且织物层芯的材质有棉,尼龙和维纶等。为了方便制造和搬运,输送带的长度一般制成100—200米,因此使用时必须根据需要进行连接。橡胶输送带的连接方法有机械接法与硫化胶接法两种。硫化胶接法又分为热硫化和冷硫化胶接法两种。
固体物料在外力的作用下,螺旋输送机厂家克服物料的内聚力,使大颗粒破碎成小颗粒的过程为粉碎.物料粉碎由破碎机和粉磨机来完成,粉碎的目的有如下:1.均化 随着粉碎的进行,物料的总表面积不断增加。因此大颗粒物料碎裂成细粉状态, 这样才可能使几种不同固体物料(主要是化学成分不同)的混合,得到良好的均匀效果 。2.选矿(解离) 随着矿产资源的开发利用,原矿品位日趋降低,专业螺旋输送机为了取得原矿中的有 效成分,需要大量矿石经过选矿加工后才能利用。而且人选矿石中难选矿石愈来愈多, 矿石中有用成分同杂质紧密地结合在一起,为使矿石中有效成分解离,只有将其充分粉 碎,经过选矿才能将有用成分同杂质分开,美工剔除杂质,得到较纯净的精矿。.粒度分级 在工业生产中,由于具体的生产工艺要求。对固体原料有较严格的粒度要求 ,粉碎机械必须满足其产品的粒度。4.使物料的比表面积增加 比表面是单位质量或体积的物料的表面积,物料的粒度越小其比表面越大。增加物料的比表面积可使物料同周围介质的接触面积增大,从而反应速度加快。
斗式提升机的应用范围用范围及特点斗式提升机用于垂直或倾斜时输送粉状、颗粒状及小块状物料。斗提机的优点是:横断面上的外形尺寸较小,可使输送系统布置紧凑;提升高度大;有良好的密封性等。缺点是:对过载的敏感性大;料斗和牵引构件易损坏。提机提升物料的高度可达80米(如TDG型),一般常用范围小于40米。输送能力在1600m3/h以下。一般情况下采用垂直式斗提机,当垂直式斗提机不能满足特殊工艺要求时,才采用倾斜式斗提机。由于倾斜式斗提机的牵引构件在垂直度过大时需增设支承牵引构件的装置,而使结构复杂,因此很少采用倾斜式斗提机。

1.接土建交接工序单后,立即组织按图纸尺寸放线。复测基础各中心线、标高及埋设的地脚螺栓,埋板的位置尺寸,与图纸及设备实际尺寸对照。复测结果合格后,进行安装基准点的埋设和放线,标出垫铁位置后,铲出垫铁放置位置的平面进行研磨,垫铁找平后,将设备依次就位。2.设备的安装首先进行驱动轮及底座的找平、找正工作,中心、标高、水平均达到图纸及规范要求后,紧固地脚螺栓,并将垫铁打实,复测合格后,将垫铁点焊固定。3.减速机电机安装时要以驱动轮为基准进行调整,保证图纸及随机檔对各部位尺寸的要求。4.连轴器安装采用热装配,首先应认真校对轴与孔的具体尺寸,并制定加热的时间和温度数值;做一个同孔加热后的实际数值相等的样尺,随时测量加热孔径的尺寸,严防加热不够或过火,在加热时要准备好冷却物品(破布、水),并要做好防火工作。

