
电 话:0717-4815676
传 真:0717-4725086
邮 箱:hbfljd@163.com
网址:www.fulinjd.com
联系人:黄永锡
电 话:13871220430
13971126899
地址:湖北宜都市城乡路172号

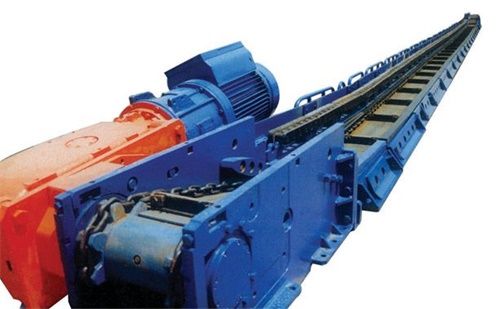
联轴器两轴不同心时的噪音在驱动装置的高速端电机与减速机之间的联轴器或带制动轮的联轴器处发出的异常噪音,这种噪音也伴有与电机转动频率相同的振动。发生这种噪音时应及时对电机减速机的位置进行调整,以避免减速机输入轴的断裂。3.3.改向滚筒与驱动滚筒的异常噪音改向滚筒与驱动滚筒正常工作时噪音很小,发生异常噪音时一般是轴承损坏,轴承座处发出咯咯响声,此时要更换轴承。4.减速机的断轴皮带输送机减速机断轴发生在减速机高速轴上。最常见的是采用的减速机第一级为垂直伞齿轮轴的高速轴。发生断轴主要有两个原因。

一、带式输送机的安装 二、启动和停机 三、带式输送机的维护 一、带式输送机的安装 带式输送机的安装一般按下列几个阶段进行。1)安装带式输送机的机架机架的安装是从头架开始的,然后顺次安装各节中间架,最后装设尾架。输送机链条公司 在安装机架之前,首先要在输送机的全长上拉引中心线,因保持输送机的中心线在一直线上是输送带正常运行的重要条件,所以在安装各节机架时,必须对准中心线,专业输送机链条同时也要搭架子找平,机架对中心线的允许误差,每米机长为±0.1mm。但在输送机全长上对机架中心的误差不得超过35mm。 当全部单节安设并找准之后,可将各单节连接起来。 2)安装驱动装置 安装驱动装置时,必须注意使带式输送机的传动轴与带式输送机的中心线垂直,使驱动滚筒的宽度的中央与输送机的中心线重合,减速器的轴线与传动轴线平行。同时,所有轴和滚筒都应找平。轴的水平误差,根据输送机的宽窄,允许在0.5—1.5mm的范围内。 在安装驱动装置的同时,可以安装尾轮等拉紧装置,拉紧装置的滚筒轴线,应与带式输送机的中心线垂直。3)安装托辊 在机架、传动装置和拉紧装置安装之后,可以安装上下托辊的托辊架,使输送带具有缓慢变向的弯弧,弯转段的托滚架间距为正常托辊架间距的1/2~1/3。托辊安装后,应使其回转灵活轻快。4)带式输送机的最后找准 为保证输送带始终在托辊和滚筒的中心线上运行,安装托辊、机架和滚筒时,必须满足下列要求: (1)所有托辊必须排成行、互相平行,并保持横向水平。(2)所有的滚筒排成行,互相平行。 (3)支承结构架必须呈直线,而且保持横向水平。 为此,在驱动滚筒及托辊架安装以后,应该对输机的中心线和水平作最后找正。4)然后将机架固定在基础或楼板上。 带式输送机固定以后,可装设给料和卸料装置。 5)挂设输送带 挂设输送带时,先将输送带带条铺在空载段的托辊上,围抱驱动滚筒之后,再敷在重载段的托辊上。挂设带条可使用0.5—1.5t的手摇绞车 在拉紧带条进行连接时,应将拉紧装置的滚筒移到极限位置,对小车及螺旋式拉紧装置要向传动装置方向拉移;而垂直式捡紧装置要使滚筒移到最上方。在拉紧输送带以前,应安装好减速器和电动机,倾斜式输送机要装好制动装置。 带式输送机安装后,需要进行空转试机。
无负荷试车结束,确认设备完全正常可进行负荷试车3.斗式提升机负荷试车斗式提升机通过无负荷试运转,并进行必要的调整后,进行负荷试运转,目的在于检测有关技术参数是否达到设计要求。a.输送量应从小到大逐渐增加,首次加载量一般为30%,第二次可加到60%,第三次加到80%,第四次可以加到100%。b.电器控制可靠,电机和减速机应运行平稳,电机不应超载。c.给斗式提升机均匀喂料的情况下,提升机应达到设计要求的输送量,卸料应正常,不应有明显的回料及积塞现象。d.再次检查张紧装置是否正常,输送带是否跑偏。 e.逆止器应可靠,当停止运转时,应无明显的反向运行。 f.检查整机运行是否平稳,噪声不超过85db。 g.消除负荷试车缺陷,确认满意后方能移交生产。

在正式安装设备之前必须做好以下准备工作:1.仔细阅读本手册和提升机安装总图,熟悉安装技术要求。2.对照安装总图和装箱清单核对各部件数量。3.提升机安装必须严格GB50270-98《连续输送设备安装工程施工及验收规范》。4.熟悉整机及各部件的结构与吊装方式、安装要求、调试方法、技术指标、注意事项。5.准备必要的安装工具(起吊用具、连接工具、测量器具等)。6.制定必要的安全措施。

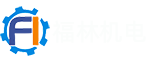
带式输送机是一种摩擦驱动以连续方式运输物料的机械。应用它,可以将物料在一定的输送线上,从最初的供料点到最终的卸料点间形成一种物料的输送流程。它既可以进行碎散物料的输送,也可以进行成件物品的输送。除进行纯粹的物料输送外,还可以与各工业企业生产流程中的工艺过程的要求相配合,形成有节奏的流水作业运输线。所以带式输送机广泛应用于现代化的各种工业企业中。1.重锤张紧皮带输送机皮带的打滑 使用重锤张紧装置的皮带输送机在皮带打滑时可添加配重来解决,添加到皮带不打滑为止。但不应添加过多,以免使皮带承受不必要的过大张力而降低皮带的使用寿命。 2.螺旋张紧或液压张紧皮带机的打滑 使用螺旋张紧或液压张紧的皮带输送机出现打滑时可调整张紧行程来增大张紧力。但是,有时张紧行程已不够,皮带出现了永久性变形,这时可将皮带截去一段重新进行硫化。 3.在使用尼龙带或EP是要求张紧行程较长,当行程不够时也可重新硫化或加大张紧行程来解决。
1.接土建交接工序单后,立即组织按图纸尺寸放线。复测基础各中心线、标高及埋设的地脚螺栓,埋板的位置尺寸,与图纸及设备实际尺寸对照。复测结果合格后,进行安装基准点的埋设和放线,标出垫铁位置后,铲出垫铁放置位置的平面进行研磨,垫铁找平后,将设备依次就位。2.设备的安装首先进行驱动轮及底座的找平、找正工作,中心、标高、水平均达到图纸及规范要求后,紧固地脚螺栓,并将垫铁打实,复测合格后,将垫铁点焊固定。3.减速机电机安装时要以驱动轮为基准进行调整,保证图纸及随机檔对各部位尺寸的要求。4.连轴器安装采用热装配,首先应认真校对轴与孔的具体尺寸,并制定加热的时间和温度数值;做一个同孔加热后的实际数值相等的样尺,随时测量加热孔径的尺寸,严防加热不够或过火,在加热时要准备好冷却物品(破布、水),并要做好防火工作。

