
电 话:0717-4815676
传 真:0717-4725086
邮 箱:hbfljd@163.com
网址:www.fulinjd.com
联系人:黄永锡
电 话:13871220430
13971126899
地址:湖北宜都市城乡路172号

输送带在带式输送机中既是承载构件又是牵引构件(钢丝绳牵引带式输送机除外),它不仅要有承载能力,还要有足够的抗拉强度。输送带有带芯(骨架)和覆盖层组成,其中覆盖层又分为上覆盖胶,边条胶,下覆盖胶。输送机的带芯主要是有各种织物(棉织物,各种化纤织物以及混纺织物等)或钢丝绳构成。它们是输送带的骨干层,几乎承载输送带工作时的全部负载。因此,带芯材料必须有一定的强度和刚度。覆盖胶用来保护中间带芯不受机械损伤以及周围有害介质的影响。上覆盖胶层一般较厚,这是输送带的承载面,直接与物料接触并承受物料的冲击和磨损。下覆胶层是输送带与支撑托辊接触的一面,主要承受压力,为了减少输送带沿托辊运行时的压陷阻力,覆盖胶的厚度一般较薄。侧边覆盖胶的作用是当输送带发生跑偏使侧面与机架相碰时,保护带芯不受机械损伤。按输送带带芯结构及材料不同,输送带被分成织物层芯和钢丝绳芯两大类。织物层芯又分为分层织物芯和整体织物层层芯两类,且织物层芯的材质有棉,尼龙和维纶等。为了方便制造和搬运,输送带的长度一般制成100—200米,因此使用时必须根据需要进行连接。橡胶输送带的连接方法有机械接法与硫化胶接法两种。硫化胶接法又分为热硫化和冷硫化胶接法两种。
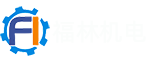
波状挡边带式输送机(大倾角皮带输送机)托带装置的改进:波状挡边带式输送机(大倾角皮带输送机)为一般用途的散状物料连续输送设备。由于采用的是具有波状挡边和横隔板的胶带,因此特别适用于大倾角输送。该产品广泛用于煤炭、粮食、建材、化工、水电和冶金工业等部门。1.托带装置的改进原波状挡边大倾角输送机的回程段采用的是普通固定带式输送机的平行下托辊托载胶带。使用中托辊容易与胶带的裙边产生镶嵌,镶嵌严重时还会损坏横隔板。往往输送机在使用一年左右,胶带的损坏已相当严重,必须更换,这给用户在经济上带来很大损失。针对上述情况,我们对回程段托辊进行了改进,以新设计的托带装置替代平行托辊。新型的托带装置由2个小托辊、尼龙弹性环形带和支架组成。托带装置的底架起固定2个小托辊的作用,环形尼龙带套在2个小托辊上,支架上设有张紧装置,由此组成托带装置。该装置分别安装在挡边胶带的2条裙边下起托撑回程段胶带的作用。由于裙边不直接接触小托辊,而是与尼龙带接触,接触面积大,克服了裙边镶嵌进托辊的现象。该托带装置是无动力装置,其尼龙带运行是被动的,靠摩擦力作用,随波状挡边带的运动而运行,且能始终保持与裙边接触。我厂还开发了与托带装置配合使用的复式托带轮。复式托带轮的结构如图3所示,由大导轮、小导轮、固定轴及轴承座组成。其中大导轮、小导轮可以分别单独绕轴旋转,能克服由于机尾左、右2边张紧力不均匀造成的胶带2边伸展不同,引起的裙边滑动现象。复式托带轮固定轴两端由轴承座固定。在胶带运行时,托带轮随着转动,减小胶带因摩擦损坏,提高裙边的使用寿命,同时也就延长了整条波状挡边带的使用寿命。
如何安装输送带无论是更换输送带,或是在新的传动装置上重新安装输送带,北驼建议按以下步骤进行。1、管式螺旋输送机价格关掉电源,卸下放护罩,旋松马达的装配螺栓。移动马达使输送带足够松弛,不需撬开就能取下输送带。千万不要把输送带撬下来!2、取下旧输送带,检查是否有异常磨损。宜都管式螺旋输送机过度的磨损可能就意味着传动装置的设计或保养上存在问题。3、选择合适的输送带替换。4、清洁输送带及皮带轮,应将抹布沾少许不易挥发的液体擦拭,在清洁剂中浸泡或是使用清洁剂刷洗输送带均是不可取的; 为除去油污及污垢,用砂纸擦或用尖锐的物体刮,显然也是不可取的。输送带在安装使用前必须保持干燥。5、检查皮带轮是否有异常磨损及是否成直线对称。皮带轮成直线对称对于输送带传动装置的运转是至关重要的。 6、检查其余的传动装置部件,如轴承和轴套的对称,耐用性润滑情况等。 7、在皮带轮上安装新的输送带,不要撬或用力过猛。 8、调紧传动装置的中心距,直至张力测量仪测出输送带张力适当为止。用手转几圈主动轮,重测张力。 9、拧紧马达的装配螺栓,纠正扭矩。由于转动装置在运作时中心距的任何变化都会导致输送带性能不良,故务必要确保所有转动装置部件均已拧紧。 10、尽管输送带不再需要调整张力,我们仍然建议启动装置并观察输送带性能,察看是否有异常振动,细听是否有异常噪音。最好是关掉机器,检查轴承及马达的状况; 若是摸上去觉得太热,可能是输送带太紧,或是轴承不对称,或润滑不正确。
带式输送机(皮带输送机)正常运转(不打滑)所必需的初张力随运输量和运输长度而变化。过大的初张力将会导致输送带提前老化;输送带运行一段时间后,可能产生松弛而引起初张力下降。为此,必须及时对输送带初张力予以调整。调整程度以输送带在滚筒上不打滑为宜 在调整初张力过程中,如果发现游动小车与轨道接触不良,或小车扭转等情况,则应及时处理,否则将会使输送带跑偏。带式输送机(皮带输送机)纵向坡度调在整机铺设过程中,由于巷道底板不平,有可能出现凹凸不平的地方。对底板突起的部位,应调整成缓和凸曲线,以防止负荷集中在个别托辊上。必要时可增加托辊组数。对度板凹下的部位,一定要调整到整条输送带和任意一组托辊都能接触为止。

