
电 话:0717-4815676
传 真:0717-4725086
邮 箱:hbfljd@163.com
网址:www.fulinjd.com
联系人:黄永锡
电 话:13871220430
13971126899
地址:湖北宜都市城乡路172号

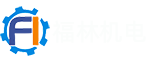
斗式提升机一般均要求配备逆止器,以防突然停机时链斗组及其中物料倒转,故其驱动装置的选配,一般均为Y系列电机配能带逆止器的减速机,如ZLY、ZSY、DCY(DCYK)ZJY等硬齿面减速机。在电机功率超过18.5KW以上时,一般都配有液力偶合器,使起动更平稳。以上ZLY、ZSY、DCY系列减速机低速轴可采用十字滑块联轴器与斗提机头轴直联,在头轴转速较低时也可采用链传动驱动。DCY空心轴减速机多用于TZD系列斗提机上。空心轴直接套装在头轴上。(在用户要求采用进口减速机时,也可采用德国弗兰德公司B3HH型或SEW公司M3RHF、MC3RLHF型空心轴减速机)。此类空心轴减速机的驱动装置均采用单点浮动支承,对高速运行的斗提机,为便于检修,在电机功率超过22KW时,一般都配有检修电机。以上ZLY及进口减速机上均可自带检修电机及逆止器(对ZSY、DCT、DCYK型减速机也可自带逆止器,所配检修电机一般为YTC系列齿轮减速电机,并配有一摩擦离合器与减速机相联)。而ZJY减速机上可配逆止器,不便配检修电机,一般只用于TH及功率低于22KW的TD、TZD系列斗提机上。使用时,电机装在装置架上焊于斗提机头部壳体侧面,电机轴与减速机轴间采用带传动驱动。此时应注意逆止器不得与头部壳体干涉。
在正式安装设备之前必须做好以下准备工作:1.仔细阅读本手册和提升机安装总图,熟悉安装技术要求。2.对照安装总图和装箱清单核对各部件数量。3.提升机安装必须严格GB50270-98《连续输送设备安装工程施工及验收规范》。4.熟悉整机及各部件的结构与吊装方式、安装要求、调试方法、技术指标、注意事项。5.准备必要的安装工具(起吊用具、连接工具、测量器具等)。6.制定必要的安全措施。
螺旋输送机安装的正确性是以后使用情况良好的先决定条件之一,其在使用地点安装必须妥善地进行并满足本技术条件的要求:1.螺旋输送机安装基础至少应在螺旋正式安装以前20天浇灌完成,该基础应能可靠地支撑输送机并保证不因地基过小而发生螺旋输送机的下沉和额外的变化,保证螺旋输送机在运转时有足够的稳定性。2.螺旋输送机在安装以前必须将那些在运输途中或卸箱时粘上的尘垢的机件加以清洗。3.相邻机壳法兰面应接连平整,密和,机壳内表面接头处错位偏差不超过2毫米。4.机壳法兰间允许垫石棉带调整机壳和螺旋体长度的积累误差。5.螺旋输送机体外径与机壳间的间隙应符合下表规定,最小间隙不得少于名义间隙的50%如需要大间隙,按用户要求制作。 螺旋公称直径D mm 100 160 250 315 400 500 630 800 1000 1250 名义间隙 mm 7.5 10 12.5 15 20 6.螺旋输送机各中间悬吊应轴承应可靠地固定在机壳吊耳上,与相邻螺旋联接后螺旋转动均匀,不得有被卡住现象。安装时可在吊轴承底座与机壳吊耳间加调整垫片以保证各吊轴同轴,安装后螺旋体轴线的同轴度应符合下表规定。

斗式提升机机壳安装顺序斗式提升机是分成若干部件出厂的,因此按照现场具体情况参照下面安装顺序把各部件预先运到安装现场适当的位置,双链埋刮板输送机厂家根据安装总图,参照下列要求进行安装:1.根据图纸,核对基础上的地脚螺栓孔。2.将下部区段固定在基础上,并校平基准面(上法兰面)。优质双链埋刮板输送机上法兰面与水平面的平行度允差为1/1000mm。调整垫铁必须紧靠地脚螺栓。3.机壳和连接框安装时,法兰周边必须整齐,不应有明显的错位。机壳的连接法兰面之间垫入3mm厚的石棉绳,石棉绳上可涂若干黄油,以方便石棉绳定位,增加密封效果。垫石棉绳时,先在机壳法兰间穿上螺栓,然后在法兰连接螺栓外绕一圈。4.机壳安装至一定高度时(根据工艺设计图)。安装室外(内)固定支架,支架要可靠地固定在就近的建筑物上。固定支架一般每间隔8~10m一个,支架的安装不允许限制提升机在垂直方向上的自由伸缩。5.如果有非标机壳,一般该节安装在上部区段下第一节的位置上,若有特殊要求时,可安装在其他位置。6.一边安装机壳,一边测量机壳的垂直度。7.上部区段安装后,要校准主轴中心线,使之水平并与下部轴的中心线平行、对中。上部轴中心线与水平面的平行度允差为0.3/1000mm,上下轴同垂面度误差小于4mm,上下滚筒端面同垂面误差小于5mm。

