
电 话:0717-4815676
传 真:0717-4725086
邮 箱:hbfljd@163.com
网址:www.fulinjd.com
联系人:黄永锡
电 话:13871220430
13971126899
地址:湖北宜都市城乡路172号
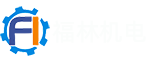
斗式提升机利用均匀固接于无端牵引构件上的一系列料斗,专业无轴螺旋输送机竖向提升物料的连续输送机械。 斗式提升机分为链条式提升机和皮带式提升机两种形式。 斗式提升机具有输送量大,提升高度高,运行平稳可靠,寿命长显著优点,无轴螺旋输送机价格其主要性能及参数符合JB3926----85《垂直斗式提升机》(该标准等效参照了国际标准和国外先进标准),牵引圆环链符合MT36----80《矿用高强度圆环链》,本提升机适于输送粉状,粒状及小块状的无磨琢性及磨琢性小的物料,如:煤、水泥、石块、砂、粘土、矿石等,由于提升机的牵引机构是环行链条,因此允许输送温度较高的材料(物料温度不超过250 ℃)。一般输送高度最高可达40米. 斗式提升机用来垂直提升经过破碎机的石灰石、煤、石膏、熟料、干粘土等块粒状物料以及生料、水泥、煤粉等粉状物料。根据料斗运行速度的快慢不同,斗式提升机可分为:离心式卸料、重力式卸料和混合式卸料等三种形式。离心式卸料的斗速较快,适用于输送粉状、粒状、小块状等磨琢性小的物料;重力式卸料的斗速较慢,适用于输送块状的,比重较大的,磨琢性大的物料,如石灰石、熟料等。斗式提升机的牵引构件有环链、板链和胶带等几种。环链的结构和制造比较简单,与料斗的连接也很牢固,输送磨琢性大的物料时,链条的磨损较小,但其自重较大。板链结构比较牢固,自重较轻,适用于提升量大的提升机,但铰接接头易被磨损,胶带的结构比较简单,但不适宜输送磨琢性大的物料,普通胶带物料温度不超过60°C,夹钢绳胶带允许物料温度达80°C,耐热胶带允许物料温度达120°C,环链、板链输送物料的温度可达250°C。 另新源机械提升机技术部可根据用户需要而设计制造特殊型号规格的提升机。
按提升机的地基必须足够稳固,各相对位置必须正确,以保证提升机的下部区段的支承面处在水平平面内。中间机壳的连接允许垫入防水粗帆布或石棉带,以保证密封连接的各机壳凸檐必须整齐,不得有错位。所有中间机壳的中心线应力求在同一铅直线上,其直线偏差在1000毫米长度上,不应超过2毫米,积累偏差不应超过8毫米。提升机的上部传动链轮轴和下部拉紧链轮轴应在同一垂直平面内,两轴应安装和调整在水平位置。安装好的两根链条张紧程度应力求一致,避免料斗歪斜现象。提升机的传动链轮轴的轴线应与减速机的低速轴在同一水平的直线上。其允许偏移不得超过0.2毫米,最大轴线交角为40 。电动机的轴线与减速机的高速轴线在同一水平面内互相平行。了使提升机在使用过程中,螺旋拉紧装置具有足够的行程,在提升机安装时将链条拉紧至正常工作所必须的张紧力以后,尚末利用的行程,应不小于整个行程的60% 8、安装好的提升机用人力转动传动链轮时,应是轻松地、圆滑地,不发生运动机件与固定机件相互碰撞的现象。若上述要求全部达到并认为满意,则应将所有螺钉拧紧,清除提升机内部的所有杂物,将各润滑系统加注润滑油。以后即可进行两小时的无负荷试车。

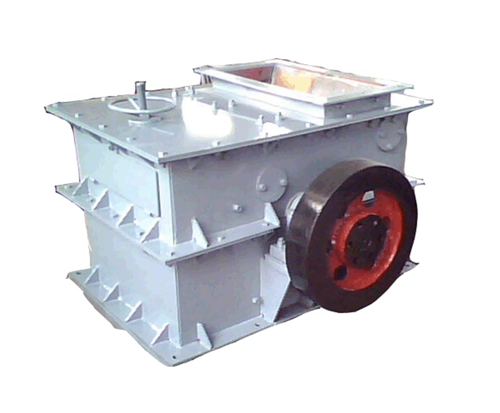
螺旋输送机安装的正确性是以后使用情况良好的先决定条件之一,其在使用地点安装必须妥善地进行并满足本技术条件的要求:1.螺旋输送机安装基础至少应在螺旋正式安装以前20天浇灌完成,该基础应能可靠地支撑输送机并保证不因地基过小而发生螺旋输送机的下沉和额外的变化,保证螺旋输送机在运转时有足够的稳定性。2.螺旋输送机在安装以前必须将那些在运输途中或卸箱时粘上的尘垢的机件加以清洗。3.相邻机壳法兰面应接连平整,密和,机壳内表面接头处错位偏差不超过2毫米。4.机壳法兰间允许垫石棉带调整机壳和螺旋体长度的积累误差。5.螺旋输送机体外径与机壳间的间隙应符合下表规定,最小间隙不得少于名义间隙的50%如需要大间隙,按用户要求制作。 螺旋公称直径D mm 100 160 250 315 400 500 630 800 1000 1250 名义间隙 mm 7.5 10 12.5 15 20 6.螺旋输送机各中间悬吊应轴承应可靠地固定在机壳吊耳上,与相邻螺旋联接后螺旋转动均匀,不得有被卡住现象。安装时可在吊轴承底座与机壳吊耳间加调整垫片以保证各吊轴同轴,安装后螺旋体轴线的同轴度应符合下表规定。

1.接土建交接工序单后,立即组织按图纸尺寸放线。复测基础各中心线、标高及埋设的地脚螺栓,埋板的位置尺寸,与图纸及设备实际尺寸对照。复测结果合格后,进行安装基准点的埋设和放线,标出垫铁位置后,铲出垫铁放置位置的平面进行研磨,垫铁找平后,将设备依次就位。2.设备的安装首先进行驱动轮及底座的找平、找正工作,中心、标高、水平均达到图纸及规范要求后,紧固地脚螺栓,并将垫铁打实,复测合格后,将垫铁点焊固定。3.减速机电机安装时要以驱动轮为基准进行调整,保证图纸及随机檔对各部位尺寸的要求。4.连轴器安装采用热装配,首先应认真校对轴与孔的具体尺寸,并制定加热的时间和温度数值;做一个同孔加热后的实际数值相等的样尺,随时测量加热孔径的尺寸,严防加热不够或过火,在加热时要准备好冷却物品(破布、水),并要做好防火工作。

