
电 话:0717-4815676
传 真:0717-4725086
邮 箱:hbfljd@163.com
网址:www.fulinjd.com
联系人:黄永锡
电 话:13871220430
13971126899
地址:湖北宜都市城乡路172号
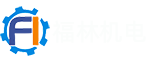
一、直线振动筛的工作原理: 优质鳞板输送机直线振动筛是双振动电机驱动。当两台振动电机做同步、反向运转时,其偏心块所产生的激振力在平行于电机轴线的方向相互抵消,在垂直于电机轴的方向叠为一合力,因此物料在直线振动筛机上的运动轨迹为直线向前做抛物线运动。鳞板输送机厂家两电机轴相对筛面有一倾角在激振力和物料自重力的合力作用下物料在筛面上被抛起跳跃式向前作直线运动,从而达到对物料进行筛选和分级的目的 二、直线振动筛的结构 直线振动筛主要由筛箱、网架、筛网、振动电机、电机台座、减振弹簧、支架组成。 安装与调整: 1、筛箱:由数张厚度不同的钢板焊制而成,具有一定的强度和刚度,是筛机的主要组成部分。 2、网架:由变形较小的木材制成,用来保持筛网平整张紧,达到正常分。如果比重较大或产量大时可使用金属筛框。 3、筛网:用复合国家标准的不锈钢筛网。 4、振动电机使用与维修方法祥见振动电机使用说明书。 、电机台座:标准型(电机安装在筛箱下方的)筛机的电机台座是可以移动的,使用前连接螺钉必须拧紧,特别是新筛机试用前三天必须反复紧固,以免松动造成事故。 6、减振弹簧:阻止振动传给地面同时支持筛箱的全部重量。安装时,弹簧必须垂直于地面。 7、支架:由槽钢组成,支撑着振动筛主体。安装时支柱必须垂直于地面,两支柱下面的槽钢应相互平行。
1.运转时发生异常音响1)斗式提升机机座底板和链斗相碰,调整机座的松紧装置,使链条张紧。 2)传动轴、从动轴键松弛,链轮位移,链斗与机壳相碰。调整链轮位置,把键装紧。3)导向板与链斗相碰,修整导向板位置。4)导向板与链斗间夹有物料,放大机座部物料投人角。5)轴承发生故障,不能灵活运转,应更换轴承。6)料块或其它异物在机座壳内卡死,停机清除异物。7)链轮(传动、从动链轮)的齿形不正,修正链轮齿形或更换链轮。8)传动链轮与链条脱齿不良,修正传动链轮齿形。

斗式提升机物料从料斗中卸除的方式有三种:离心式、重力式和混合式。属于那一种卸料方式,决定于驱动滚筒(链轮)的转速、半径和料斗的尺寸。为了了解他们之间的关系,先对料斗中的物料受力情况进行分析。 斗式提升机装料和卸料对其工作情况和生产率影响很大,对装、卸料的要求是:装料均匀,卸料量符合生产率的需要;料斗绕到驱动滚筒(链轮)上时物料能正确地进入卸料槽,而不反洒回有载分支或掉入无载分支;物料抛卸过程中,绝大部分不冲击头部罩壳;星型卸料器采用深斗或浅斗时,物料卸载过程中不碰撞到前面的料斗上。这些要求在调试和验收提升机时应予注意。 当料斗在直线区段做等速运动上升时,物料只受到重力mg的作用,而料斗绕上驱动滚筒以后,料斗绕回转中心(驱动滚筒轴心)运动,物料就同时受到重力mg和离心力mw2r的作用。重力和离心力的合力的作用线与滚筒中心垂直线交雨一点,称为极点p。极点p到回转中心的距离称为极距h。极距h的大小只与驱动滚筒的转速有关,而与物料及物料的位置无关。当驱动滚筒转速一定时,h为定值,极点p的位置固定不变。若转速n增大,极距h将减小,离心力与重力的比值就增大;反之,极距h加大,离心力与重力的比值就变小。卸料方式可根据极距h的大小加以判断。
环锤式破碎机的维护与检修一、环锤式破碎机的维护与保养。1.环锤式破碎机运转60H后,应对各轴承加添润滑油脂(1号钙钠基润滑脂)一次。2.定期检查各紧固件是否牢固可靠。3.定期检查各受磨零件的磨损情况。4.更换环锤时,先打开活动盖板、取出反击板、取掉上机过两侧的小盖,然后用手转动飞轮,将锤销对准上机壳两侧的小孔、取出锤销上的插销(取插销时,注意不让飞轮偏转),最后取出锤销,进行环锤的更换。环锤的安装(更换)应达到如下要求:a.对称排的环锤重量差不超过0.1kg。b.全部排的环锤重量应沿同方向递增。5.更换筛板时,先打开活动盖板,取出反击板、活动板及压紧筛板的压板,然后取出筛板,进行更换。6.轴承座内的润滑油,每隔3~6个月更换一次。加油量约为轴承座内部空间2/3。二、环锤式破碎机的检修环锤式破碎机常见故障和处

螺旋输送机安装的正确性是以后使用情况良好的先决定条件之一,其在使用地点安装必须妥善地进行并满足本技术条件的要求:1.螺旋输送机安装基础至少应在螺旋正式安装以前20天浇灌完成,该基础应能可靠地支撑输送机并保证不因地基过小而发生螺旋输送机的下沉和额外的变化,保证螺旋输送机在运转时有足够的稳定性。2.螺旋输送机在安装以前必须将那些在运输途中或卸箱时粘上的尘垢的机件加以清洗。3.相邻机壳法兰面应接连平整,密和,机壳内表面接头处错位偏差不超过2毫米。4.机壳法兰间允许垫石棉带调整机壳和螺旋体长度的积累误差。5.螺旋输送机体外径与机壳间的间隙应符合下表规定,最小间隙不得少于名义间隙的50%如需要大间隙,按用户要求制作。 螺旋公称直径D mm 100 160 250 315 400 500 630 800 1000 1250 名义间隙 mm 7.5 10 12.5 15 20 6.螺旋输送机各中间悬吊应轴承应可靠地固定在机壳吊耳上,与相邻螺旋联接后螺旋转动均匀,不得有被卡住现象。安装时可在吊轴承底座与机壳吊耳间加调整垫片以保证各吊轴同轴,安装后螺旋体轴线的同轴度应符合下表规定。

斗式提升机在机械化连续运输系统中是一种被普遍采用的垂直输送设备。主要用于提升粉状、粒状、小块状的无磨琢性和磨琢性物料(如水泥、煤、砂、谷物、木屑、矿石、焦炭、硅酸盐、铝镁砂、耐火材料、化肥、化学物品等)。根据生产工艺的需要,它与给料机、带式输送机、螺旋输送机等其它形式输送设备配合,可以布置成不同的工艺流程,形成各种运输系统。运输及存放斗式提升机一般拆成部件交运输部门发送给用户。分驱动装置、上部机壳、中间机壳、下部机壳、牵引件、料斗几大部件。斗式提升机机壳是框架结构,占据空间位置大,要求运输时放平,四角捆扎在固定位置,避免运输时互相碰撞,牵引件及料斗单独包装发运。一台整机有时需几十节机壳组装起来,技术要求比较复杂,对单节机壳技术要求也很严格。存放时机壳法兰必须放平,垂直落地,避免造成机壳歪斜,影响整机性能。

